Soldering brazing and welding
Soldering brazing and welding
The following text is used only for teaching, research, scholarship, educational use and informative purpose following the fair use principles.
We thank the authors of the texts and the source web site that give us the opportunity to share their knowledge
Engineering
Soldering brazing and welding
INTRODUCTION
Some products cannot be manufactured as a single piece. The desired shape and size of such products can be obtained by joining two parts of same or different materials. These parts are manufactured individually and are joined together to obtain the desired product. For example, air craft and ship bodies, welded machine frames, furniture, computers, bridges and the transmission or electric towers etc., are all fabricated by joining several different parts.
Based on the type of joint produced joining processes can be classified as
- Temporary Joint.
- Permanent Joint.
If a product is in use for a long time and there is wear and tear, the parts need to be dismantled for maintenance, repair or replacement. A temporary joint can be easily dismantled separating the original parts without any damage to them. In case it is a permanent joint, an attempt to separate the parts already joined will result in the damage of the parts. In a permanent joint, the joint is made such that it has properties similar to the base metal of the two parts. The joined parts become one piece. These parts cannot be separated into their original shape, size and surface finish. Based on the process used for making the joint, the joining processes can be further classified as
- Soldering.
- Brazing.
- Welding.
- Mechanical Fasteners like bolts, nuts, rivets, screws etc.
- Adhesive bonding.
Mechanical fasteners are most widely used for temporary joints. Joints obtained by bolts and screws are temporary in nature and can be dismantled easily whenever necessary. Rivets are semi-permanent fastening devices and the joint can be separated only by destroying the rivet without affecting the parent elements. Adhesive bonding has generally less strength than the mechanical fasteners. But adhesive bonding is used to join odd shaped parts or thin sheets which may not lend themselves to mechanical fastening. Brazing and soldering are considered to form permanent joints, but for repair or replacement these joints can be dismantled by heating. Welding is one of the most extensively used fabrication method. The joint strength obtained in welding is being equal to or some times more than that of the parent metal. Welding is not only used for making structures, but also for repair work such as the joining of broken castings. The choice of a particular joining process depends on several factors such as application, nature of loads or stresses, joint design, materials involved and size and shape of the components.
SOLDERING
Soldering is a method of joining similar or dissimilar metals by the application of heat and using a filler metal or alloy called solder, whose liquidus temperature is below 4500 C. The molten filler metal is made to flow between the two closely placed adjacent surfaces by the capillary action.
Though soldering obtains a good joint between the two plates, the strength of the joint is limited by the strength of the filler metal used. Soldering is used for obtaining a leak proof joint or a low resistance electrical joint. The soldered joints are not suitable for high temperature applications because of the low melting temperatures of the filler metals used.
The purpose of using the flux is to prevent the formation of oxides on the metal surface when the same is heated. The fluxes are available in the form of powder, paste, liquid or in the form of core in the solder metal. It is necessary that the flux should remain in the liquid form at the soldering temperature and be reactive to be of proper use. The filler metals used are essentially alloys of lead and tin. The composition of solder used for different purposes are as given below
Soft solder - lead 37% tin 63%
Medium solder - lead 50% tin 50%
Plumber’s solder - lead 70% tin 30%
Electrician’s solder - lead 58% tin 42%
Soldering is classified into soft soldering and hard soldering.
Soft soldering is used extensively in sheet metal work for joining parts that are not exposed to the action of high temperatures and are not subjected to excessive loads and forces or vibrations. Soft soldering is also employed for joining wires and small parts. The solder is mostly composed of lead and tin. In soft soldering, Zinc chloride and ammonium chloride are the most common soldering fluxes used which are quick acting and produce efficient joints. But because of their corrosive nature the joint should thoroughly cleaned of all the flux residue from the joint. These are to be used only for non-electrical soldering work. Rosin and rosin plus alcohol based fluxes are least active type and are generally used for electrical soldering work.
Hard soldering employs solder which melts at higher temperatures ( 6000 C to 9000 C) is stronger than used in soft soldering. Hard solder is an alloy of copper and zinc to which silver is added some times. German silver, used as a hard solder for steel is an alloy of copper, zinc and nickel.
Sequence of operations:
The following operations are required to be performed sequentially for making soldered joints.
- Shaping and fitting of metal parts together: The two parts to be joined are shaped to fit closely so that the space between them is extremely small and filled completely with solder by capillary action. If a large gap is present, capillary action will not take place and the joint will not be strong.
- Cleaning of surfaces: In order to obtain a sound joint, the surfaces to be soldered are cleaned to remove dirt grease or any other foreign material.
- Application of flux: The flux is applied when the parts are ready for joining.
- Application of heat and solder: The parts are held in a vice or with special work holding devices so that parts do not move while soldering.
The soldering iron or bit may either be heated electrically or by a gas flame. The soldering bit is heated sufficiently so that the heat acquired by it is sufficient enough to melt the solder immediately when the latter is applied to it. A useful form of soldering iron is the universal type which has a copper bit tapered to form an edge at its end. This facilitates the bit to be inclined at any desired angle to suit the odd shaped jobs.
After the soldering iron has been heated to the desired heat, its surface is cleaned and then dipped in a mixture of flux and solder. The solder is then melted into the joint is smoothed over and finished by the use of the soldering iron. Another practice is to first dip it in a mass of flux followed by the application of solder. This enables the solder to melt and spread over the hot surface of the bit to form a coating over it. This operation is known as tinning. After this, the bit is again dipped in the flux to remove the oxides from its surface, if any, and then in the solder again to pick up its required quantity. It is then ready for application to the work. The solders which have low percentage of tin have a higher melting point. Sometimes it becomes necessary to heat up the job instead of the bit to get good results. In soldering big jobs, the solder is used in form of wire, sometimes having a core containing flux.
BRAZING
Brazing is a process of making joints where in coalescence is produced by heating to suitable temperatures above 5000 C and by using a non-ferrous filler metal having a melting point (up to 9000 C) below that of the base metal, the filler metal being distributed between the closely fitted surfaces of the joint by capillary action. Brazing gives a much stronger joint than soldering. The principal difference is the use of a harder filler material commercially known as spelter. Filler metals used in this process may be divided into copper base alloys and silver base alloys. The spelter is usually an alloy of copper, zinc and tin. Both similar and dissimilar metals can be joined.
The clearance between the two parts to be joined should be critically controlled. If there is too much of clearance, the capillary forces may not be sufficient to draw the filler metal into the joint, whereas insufficient clearance may have too small an amount of filler metal to give rise to any effective strength. Another important factor to be considered is the temperature at which the filler metal enters the joint. While designing a brazed joint, care has to be taken to account for the differences in the coefficients of thermal expansion of the two pieces to be joined.
The end of the parts which are to be joined must be chemically clean. The flux along with spelter (filler metal) is applied to remove oxides from the surfaces. Borax is the most widely used flux. It will dissolve the oxides of most of the common metals. The parts to be joined are either clamped or held together through some other suitable means and heated. The spelter, together with the flux melts and flows along the contacting surfaces, unites with them and solidifies on cooling to form the joint. It is a good practice to prepare the brazing mixture in the form of a paste and than apply it to the surface. This paste is made by mixing the spelter and borax (flux) is equal proportions and adding proper amount of water to it to form the paste. Other fluxes used are mixtures of borax, boric acid, fluorides and chlorides.
Brazing is a much widely used joining process in various industries because of its many advantages. Dissimilar metals, such as stainless steel to cast iron can be joined by brazing. Almost all metals can be joined by brazing except aluminium and magnesium which cannot easily be joined by brazing.
Because of the lower temperatures used there is less distortion in brazed joints. Also, in many cases the original heat treatment of the plates being joined is not affected by the brazing heat. The joint can be quickly finished without much skill. Because of the simplicity of the process it is often an economical joining method with reasonable joint strength. The brazed joints are reasonably stronger, depending on the strength of the filler metal used.
Silver brazing makes use of a silver based filler metal. Silver brazing is used to give high strength joints. Though originally used for jewellery applications, silver brazing is now extensively used in industrial applications. They can be used with a large range of materials, but because of its high cost it is used in only special applications requiring high strength and high temperature service.
Applications of Brazing:
Brazing has been used to manufacture a wide variety of products such as Honey comb sandwich panels for aircraft missiles, motor cycle frames, air plane propellers, Hydraulic fitting, refrigerator evaporators, manufacture of cutting tools etc.,
The use of pressure-vacuum brazing has found wide spread acceptance in the general application of brazing joint in nuclear, aerospace engineering.
SOLDERING, BRAZING & WELDING
WELDING
Welding is a process of metallurgically joining two pieces of metals by the application of heat with or without the application of pressure and addition of filler metal. The joint formed is a permanent joint. Modern methods of welding may be classified under two broad headings.
- Plastic welding process
- Fusion welding process
In plastic welding process the pieces of metal to be joined are heated to a plastic state and then forced together by external pressure. This procedure is used in forge welding, resistance welding, spot welding in which pressure is required.
In the fusion welding, the material at the joint is heated to a molten state and allowed to solidify. This includes gas welding arc welding and Thermit welding.
The surfaces of the metal which are to be joined by any of the welding processes must be sufficiently clean to permit clean metallic surfaces to come in to contact. In some operations, materials known as fluxes are applied to the parts being welded to dissolve the oxides or to prevent the formation of oxides. Fluxes are different for different metals. For ferrous materials borax, sodium carbonate etc, have been found to give excellent results.
Types of Joints:
The welding joints are classified as Butt, Lap, Tee, Corner joints and edge joints. The choice of the type of joint is governed by the kind of metal to be welded, its thickness and technique of welding. Figure 1 shows the different types of joints used in welding.
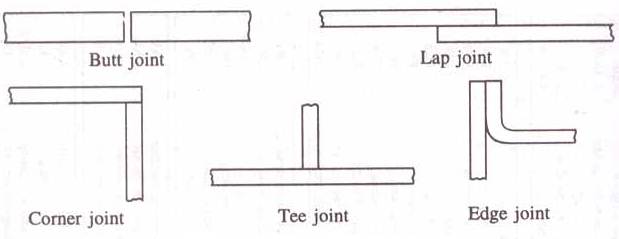
Figure 1: Different Types of Joints
ARC WELDING
Arc welding is a method of joining metals with heat produced by an electrical arc. In this process the heat necessary to melt the edges of the metal to be joined is obtained from an electric are struck between the electrode (filler rod) and the work, producing a temperature of 40000C, in the welding zone. The heat of the arc melts the base metal or edges of the parts fusing them together. Filler metal, usually added melts and mixes with molten base metal to form the weld metal. The weld metal cools and solidifies to form the weld. In most cases, the composition of the filler material, known as welding rod, needed to provide extra metal to the weld, is same as that of the material being welded.
A typical arc welding setup is shown in Figure 2.
- An arc welding circuit consists of a power supply to furnish electric power.
- An electrode to conduct the electricity to the arc.
- Cables which connect the power supply to the electrode and workpiece to complete the welding circuit.
- The arc itself provides the heat for welding.
- The workpiece to welded is kept on a metallic table.
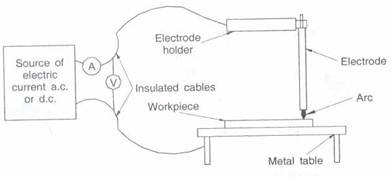
Figure 2: Arc Welding Setup
The arc must be shielded because; as it hardens the molten metal combines with oxygen and nitrogen to form impurities that weaken the weld. Shielding can be obtained by adding a paste, powder or fibrous flux to the arc. The electrodes are usually coated with a flux. This coating forms a gaseous cloud that shields the molten metal from the atmosphere. The coating also forms a protective slag. The slag floats on the molten pool and hardens as the weld cools. This keeps impurities out of the weld. The process is shown in Figure 3.
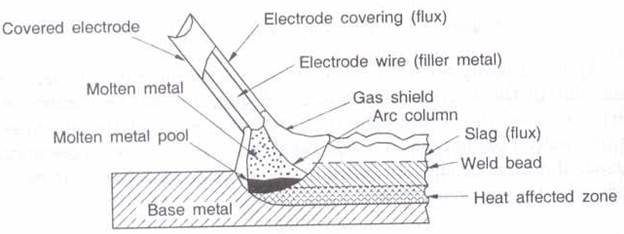
Figure 3: Arc Welding Process
Advantages:
- As a manual process it is applicable to an infinite variety of work and can be executed in any position.
- There is less buckling and warping of the work.
- It produces strong sound and ductile welds.
- Satisfactory welds can be produced in heavy as well as in light sections.
- Low cost process.
- Excellent joint properties can be obtained in mild, low alloy and stainless steels, nickel and copper-base alloys.
- Low accuracy in setting up required.
Disadvantages:
- Basically a manual process requiring adequate operator skill for good results.
- Electrodes require frequent changing.
- Multi run welds necessary on thick plate-slag chipping necessary after each run.
- The principal disadvantage has been the high heat of the metal arc which makes it unsuitable for use on materials less than 1.55 mm thick.
- High initial cost of welding equipment.
Arc welding is the most widely used fabrication process at present. This pre-eminence will be maintained in initial fabrication, repair work and maintenance.
GAS WELDING
Gas welding is a fusion welding process, in which a flame produced by the combustion of gases is employed to melt the metal. The molten metal is allowed to flow together thus forming a solid continuous joint upon cooling. By burning pure oxygen in combination with other gases, in special torches, a flame upto 33000 C can be attained. The gas is purchased in cylinder and connected through resulting valves and pressure gauges into flexible hoses attached to the nozzle. A typical arrangement is shown in Figure 4.
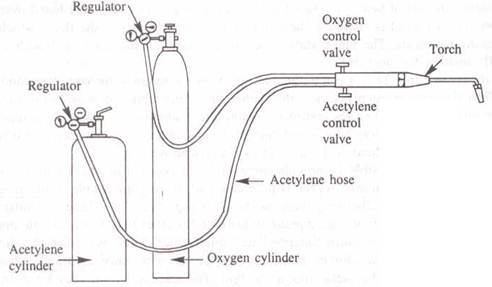
Figure 4: Gas Welding Equipment
The oxy-acetylene flame is used to pre heat the parts to be welded around the joint and also to melt the filler metal. A jet of oxy acetylene flame issuing from the nozzle of a burner is played on the junction of the two pieces to be welded. At the same time a filler rod is held in the zone of jet and its melt is deposited on the fused junction. A weld is obtained after the molten metal solidifies. The coating on the filler rod acts as a flux to keep the joint clean.
The filler metal or filler rod used must combine with the parts being joined. The melting point of the filler metal must be the same or lower than the melting point of the metal being joined.
The correct adjustment of the flame is very important for reliable works. When oxygen and acetylene are supplied to the torch in nearly equal volumes, a neutral flame is produced having a maximum temperature of 32000C. This neutral flame is desired for most welding operations. Neutral flame has little effect on the base metal and sound welds are produced when compared to other flames. Figure 5 shows neutral flame.
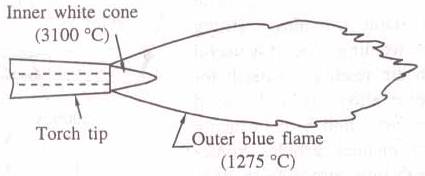
Figure 5: Neutral Flame
In a carbonizing flame or reducing flame excess of acetylene is present. The temperature of this flame is low. The excess unburnt carbon is absorbed in ferrous metals, making the weld hard and brittle. In between the outer blue flame and inner white cone, an intermediate flame feather exists, which is reddish in colour. The length of the flame feather is an indication of the excess acetylene present. Figure 6 shows a carbonizing flame. Carbonizing flame is used for welding high carbon steels and cast iron, alloy steel and for hard facing.
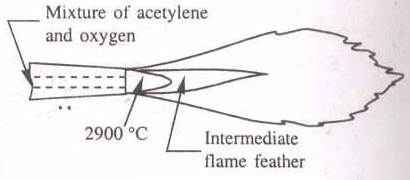
Figure 6: Carbonizing Flame
In an oxidizing flame excess of oxygen is present. The flame is similar to the neutral flame with the exception that the inner white cone is some what small, giving rise to higher tip temperatures. Excess of oxygen in the oxidizing flame causes the metal to burn or oxidize quickly. Oxidizing flame is useful for welding some nonferrous alloys such as copper and zinc base alloys. The Figure 7 shows the oxidizing flame.
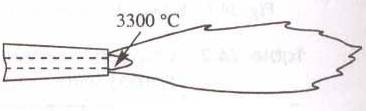
Figure 7: Oxidizing Flame
Advantages:
- The equipment is in expensive in complicated and it is easily portable.
- Useful for welding light metals such as automobile bodies and repair works.
- A large variety of material can be welded.
- Welds can be produced at reasonable cost.
- Compared to electric arc welding this provides greater flexibility with respect to heat impact and cooling rates.
Disadvantages:
- Gas welding equipment must always be handled carefully as in certain circumstances acetylene is explosive (when a flame is applied under pressure) as oxygen when used in an oily atmosphere (such as an olds dirty garage floor pit).
- A high temperature flame from a hand held torch is dangerous when handled carelessly.
- It is much slower than electric arc welding and does not concentrate the heat close to the weld. Thus, the heat treated area is larger, which causes more distortion.
- Highly skilled operators are required to produce a good weld.
- If electric arc welding is available gas welding is seldom used for work over 3.2mm thick.
- The process is not satisfactory for heavy section.
Questions:
- Define the following processes soldering, brazing and welding.
- What is a flux? Name different fluxes used in the joining processes.
- Briefly explain soldering process.
- Explain brazing process? What are its applications?
- Differentiate between brazing and soldering.
- List the sequence of operations that are performed in soldering.
- Define welding and classify the welding processes?
- With a neat sketch explain arc welding process.
- Explain gas welding process with a neat sketch.
- How is brazing different from welding.
- Explain the different types of flames used in gas welding with sketches.
- What are the advantages and disadvantages of arc welding?
- What are the advantages and disadvantages of gas welding?
- Compare and contrast soldering, brazing and welding.
- Compare gas and arc welding.
Source : http://elearning.vtu.ac.in/syllabus/PRG-III%20Notes/WEB-BASED/Elements%20of%20Mechanical%20Engineering-Complied.doc
Web site link: http://elearning.vtu.ac.in/
Google key word : mechanical engineering file type : doc
Author : Notes prepared by T.N.Sreedhar and L.Krishnamurthy NIE
If you are the author of the text above and you not agree to share your knowledge for teaching, research, scholarship (for fair use as indicated in the United States copyrigh low) please send us an e-mail and we will remove your text quickly.
Soldering brazing and welding
Soldering brazing and welding
Soldering brazing and welding
This is the right place where find the answers to your questions like :
Who ? What ? When ? Where ? Why ? Which ? How ? What does Soldering brazing and welding mean ? Which is the meaning of Soldering brazing and welding?
Soldering brazing and welding engineering notes
Alanpedia.com from 1998 year by year new sites and innovations
Main page - Disclaimer - Contact us